
Powder vs. Paint.
One Survives.
400°F. Electrostatic bond. Cure-hardened color. Wheels, calipers, valve covers, and chassis components that laugh at rock chips, brake dust, and winter salt.
The Audit
Five Rounds.
Five Verdicts.
We put powder coating and liquid paint through the same conditions your parts face every season. The results aren't close.
Holds color indefinitely
Thermoset polymer matrix resists UV degradation. Gloss retention above 90% after 3,000 hours QUV testing.
Chalks, fades, oxidizes
Clear coat breaks down under UV within 18–24 months on unpainted surfaces. Color layer follows.


Flexes, doesn't chip
Powder film elongates up to 160% before fracture. Rock strikes compress the coating without breaking adhesion.
Chips to bare metal
Liquid paint over primer chips on point impact, exposing metal and initiating corrosion within 72 hours.


Chemical-inert surface
Crosslinked polymer resists pH 2–12 cleaners, brake fluid, and ferrous brake dust without staining or softening.
Clear coat yellows and lifts
Alkaline wheel cleaners attack clear coat in 6–8 months. Brake dust etches into softened lacquer permanently.


The case is building
Ready to protect your parts?
Zero corrosion at 500 hrs
Electrostatic application eliminates pinholes. Full encapsulation prevents salt water reaching substrate.
Rust creep under film
Spray-applied paint leaves micro-pores. Salt water wicks underneath, causing sub-surface rust that bubbles paint from within.


Fused to substrate
Electrostatic charge bonds powder to metal at molecular level before cure. Post-cure adhesion rated 5B — zero removal.
Mechanical adhesion only
Liquid paint relies on mechanical tooth. Thermal cycling and moisture ingress cause delamination over 3–5 years.

Verdict
5 Rounds.
Powder Wins Every One.
This isn't a close call. Powder coating outlasts, outperforms, and outlooks liquid paint on every metric that matters on a car that actually gets driven.
What We Coat
Every Part.
Every Finish.
From a single caliper to a full fleet rotation — if it fits in the oven and you want it to last, we coat it.

Wheels & Rims
Steel and alloy wheels from 14" to 24". Single wheels or full sets. Gloss, satin, matte, textured, or candy finishes. Fleet sets of 40+ turned around in 7 days.

Brake Calipers
Caliper-specific powder rated to 400°F continuous, 600°F intermittent. OEM color matching or custom. Track-day builds welcome — we know what Brembo calipers need.

Engine Bay Components
Valve covers, intake manifolds, alternator brackets, timing covers. Heat-resistant formulas for underhood temps. The engine bay your resto-mod deserves.

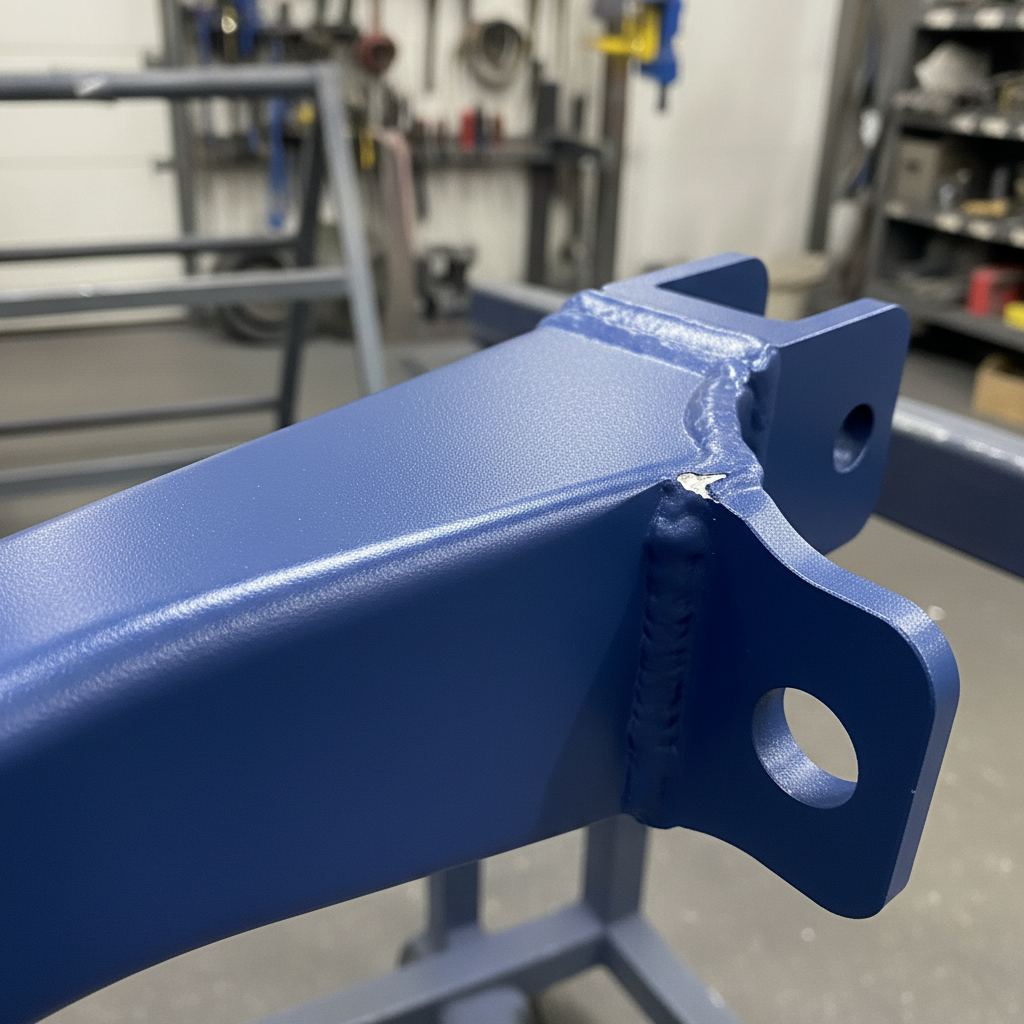
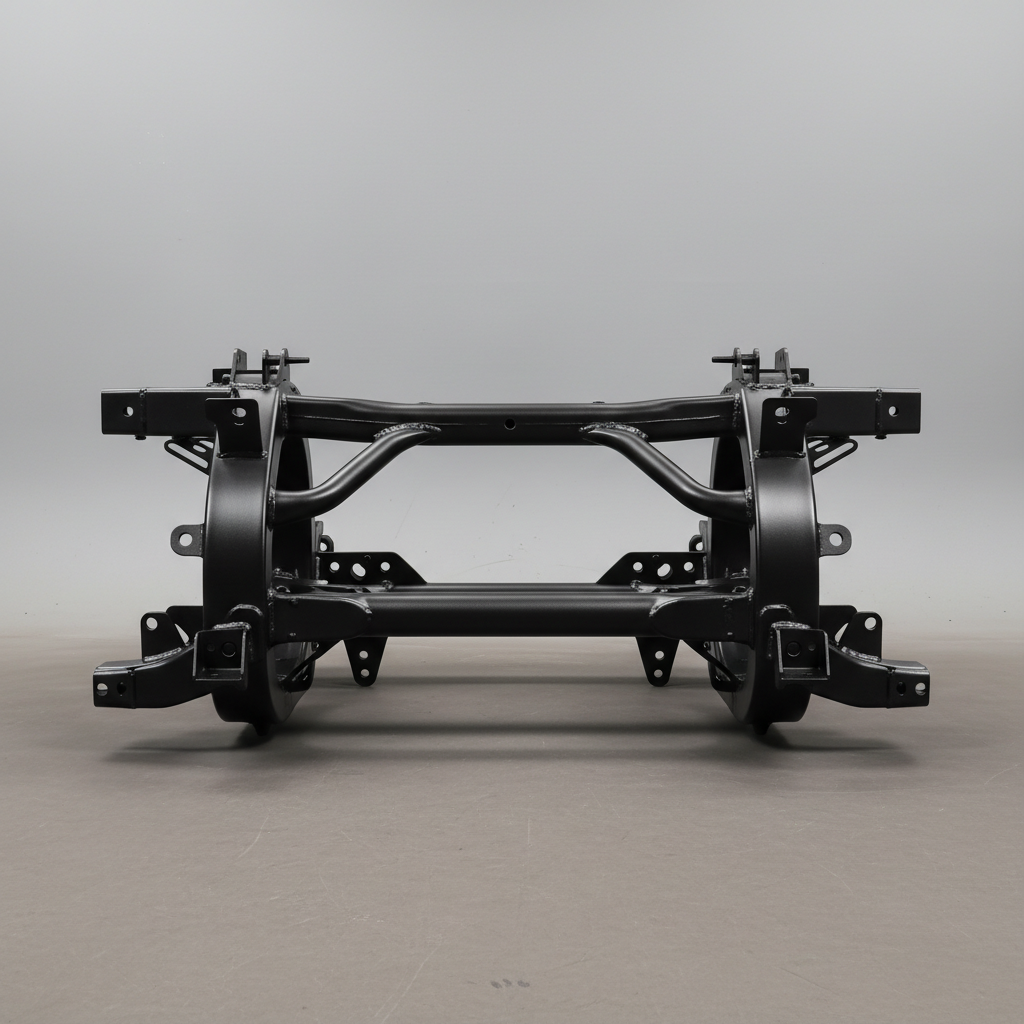
Chassis & Subframes
Full chassis encapsulation for restorations. Control arms, subframes, frame rails, roll cages. Salt-spray rated. The foundation of a build that lasts.

Fleet Work
Fleet managers: 40 sets of steel wheels before the snow flies. We run two ovens and a dedicated production lane for fleet accounts. Net-30 billing. Dedicated contact.
The Process
From Bare Metal
to Armored.
Five steps. No shortcuts. Every part goes through the same sequence — weekend build or fleet order.
Strip & Blast
Parts are stripped of all old coatings, rust, and contamination via sandblasting or chemical strip. We inspect every surface before coating — no shortcuts on prep.
Media blast to Sa 2.5 white metal standardOutgas & Preheat
Cast parts are preheated to 450°F to outgas trapped moisture and oils. Skipping this step causes blistering. We don't skip it.
450°F outgas cycle for all castingsElectrostatic Application
Parts are charged negative, powder positive. Electrostatic attraction wraps powder around every edge and recess — no drips, no sags, no thin spots.
60–80kV electrostatic chargeCure Oven
Parts enter a 400°F convection oven for 20 minutes. Powder melts, flows, and crosslinks into a single thermoset film. This is the bond that doesn't break.
400°F for 20 minutes — full crosslinkInspect & Release
Every part is inspected under LED lighting for holidays, thin coverage, and contamination. Parts that don't pass go back in. Parts that pass go out the door.
100% visual inspection before releaseFleet accounts of 20+ sets get dedicated oven time. 40 wheels in before the snow flies — call us.
Recent Work
Parts That Left
the Booth.
Every finish in our gallery is a production result — not a staged photo.







"Dropped off four E36 corners on Tuesday, picked them up Friday in gloss black. Every edge covered, no holidays. Track day was the following weekend — they looked better than factory."
"We run a municipal fleet — 120 vehicles, steel wheels every spring. Coat handles 40 sets in a week. Consistent finish, consistent pricing, and they actually answer the phone."
"The engine bay on my 1969 Camaro resto-mod came out concours-correct. Valve covers in gloss orange, brackets in satin black. Judges at the show couldn't believe it wasn't original."
Get Quoted
Tell Us About
Your Parts.
We quote by part type and volume. Tell us what you have — we'll come back with a price and turnaround within one business day.
Powder vs. Paint Durability Report
12 pages. ASTM test data, real-world failure analysis, and a side-by-side cost breakdown over 5 years. The report that makes the decision obvious.
Prefer to Call?
20+ sets per order? Ask about fleet pricing, dedicated turnaround scheduling, and Net-30 billing terms.
fleet@coatpdx.com